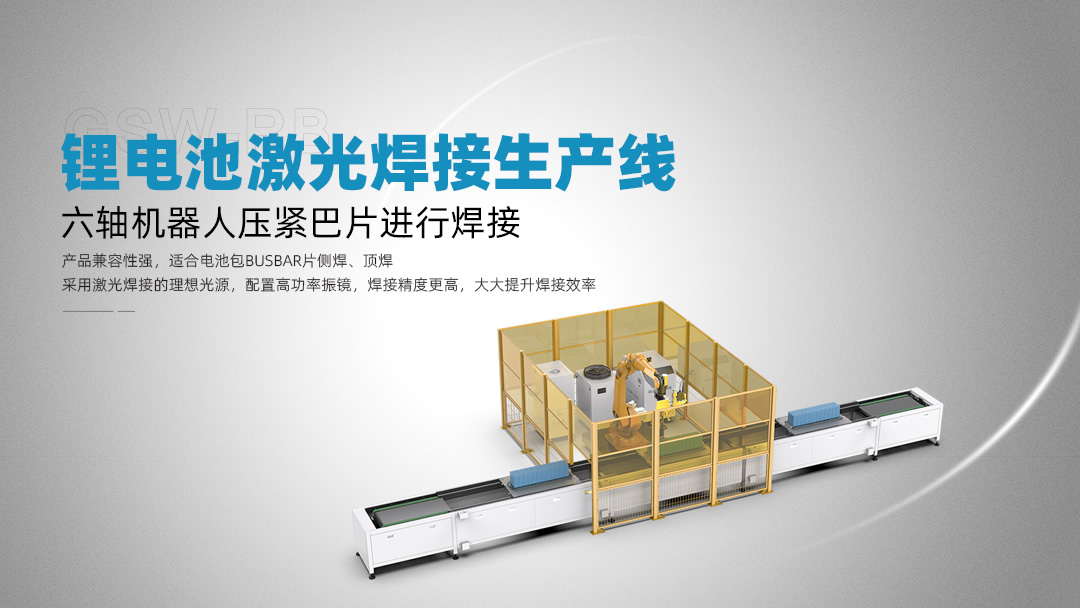


采用激光焊接的理想光源:可选配纳秒120W,200W或连续1000W单模,实现多种理想的焊接效果:点焊、拼焊、叠焊等;
采用专业的焊接软件,全面实现光、机、电、软的优化组合;
采用三轴联动的高精度运行模式,结合软件编程,通过拓展的I/O口,可实现焊接自动化;
采用上下双层工位设计,焊接上料交替进行,焊接效率高;
可选配双振镜焊接系统,效率高,运行更可靠;
配置CCD定位及测距系统,增加定位精度,提高良品率;
具备MES功能,实现设备状态管理、历史查询、工艺管理、报表管理和人员管理等;
可根据客户产品及生产工艺流程定制。
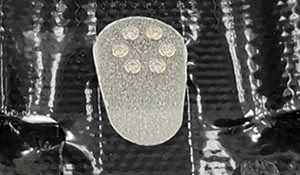
纳秒焊接方式:
焊接轨迹为螺旋线;
剥离力≥120N,上剪切力≥400N(母材拉断不算在内有80%残留,残留物在厚铝巴上);
熔深要求>0.20mm。单处焊接9个圆,单个圆直径1.1-1.3mm。
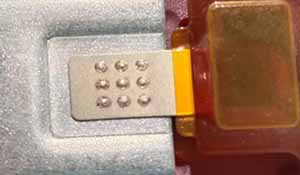
单模焊接方式:
焊接轨迹为螺旋线,或直线状;
剥离力≥150N,上剪切力≥500N(母材拉断不算在内,有100%残留,残留物在厚铝巴上)。
熔深要求:≥0.25mm。单处焊接9个圆,单个圆直径1.1-1.3mm。
| 型号 | GSWA-HLP120 | GSWA-HLP200 | GSWA-HLP1000 |
| 激光功率 | 纳秒120W | 纳秒200W | 1000W单模 |
| 光束质量 | <1.4M² | ||
| 激光功率可调范围 | 1-100% | ||
| 功率稳定性 | ≤3% | ||
| 重复定位精度 | ±0.01mm | ||
| CCD定位精度 | 0.05mm(选配) | ||
| 适用产品尺寸 | 2000*600mm | ||
| 设备产能 | 60s/pcs(根据产品尺寸确定) | ||
| 良品率 | ≥99.5% | ||
| 电力需求 | 220V/50Hz | 380V/50Hz | 380V/50Hz |
| 设备尺寸 | 3500*2500*2400mm | ||